Conveyor construction equipment plays a pivotal role in modern logistics and material handling across a vast spectrum of industries. From mining and agriculture to manufacturing and warehousing, the efficient movement of goods is critical for productivity and economic growth. The demand for robust, reliable, and adaptable conveyor systems is continuously escalating, driven by factors like globalization, e-commerce expansion, and the increasing complexity of supply chains. Understanding the nuances of conveyor construction equipment is therefore essential for professionals involved in infrastructure development, industrial engineering, and supply chain management.
The global market for conveyor systems is substantial, estimated at billions of dollars annually, with consistent growth projected in the coming years. According to reports from organizations like the UN and the World Bank, efficient infrastructure, including material handling systems, is a cornerstone of sustainable development and poverty reduction. Challenges like rising labor costs, stricter safety regulations, and the need for increased throughput are driving innovation in conveyor technology. Investing in quality conveyor construction equipment isn't simply an operational expense, but a strategic investment in long-term efficiency and competitiveness.
Ultimately, the benefits extend beyond purely economic considerations. Proper implementation of conveyor systems minimizes manual handling, reducing the risk of workplace injuries and improving employee well-being. They also contribute to a more organized and streamlined workspace, lowering operational errors and maximizing resource utilization. A well-designed conveyor construction equipment setup truly impacts an organization’s ability to respond swiftly and effectively to changing market demands.
Introduction to Conveyor Construction Equipment
The field of conveyor construction equipment is incredibly diverse, encompassing a wide array of designs, materials, and technologies tailored to specific application requirements. From simple belt conveyors used for moving packaged goods to complex automated systems handling bulk materials, the core principle remains the same: to provide a continuous and efficient method of transportation. The selection process for conveyor construction equipment requires careful consideration of factors like load capacity, speed, distance, and the characteristics of the material being conveyed.
Modern conveyor systems often incorporate sophisticated control mechanisms, sensors, and software to optimize performance, minimize downtime, and ensure safety. The increasing integration of these technologies, often referred to as Industry 4.0, is transforming the way conveyors are designed, operated, and maintained, unlocking new levels of efficiency and automation across various industries.
Defining Conveyor Construction Equipment
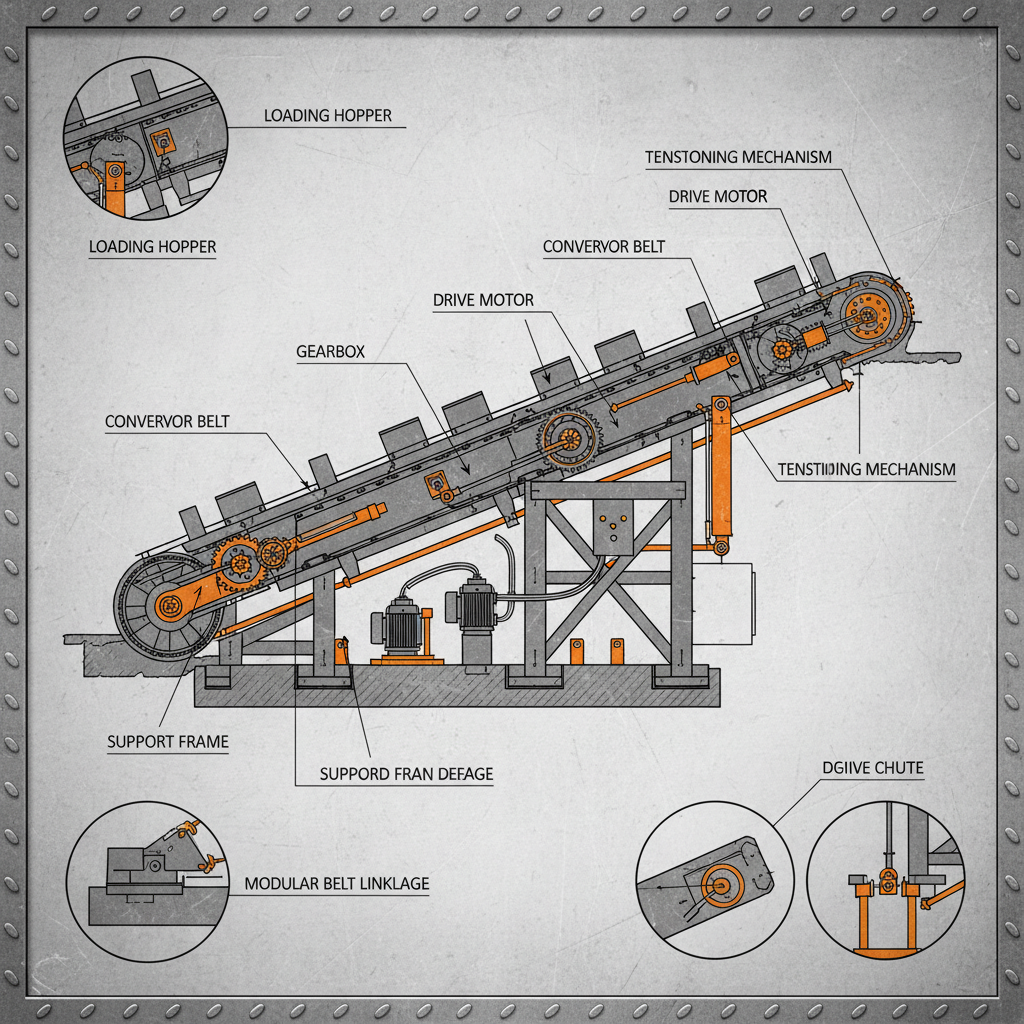
Conveyor construction equipment refers to the integrated set of machinery, components, and infrastructure necessary for building, installing, and maintaining conveyor systems. This encompasses not only the conveyors themselves – belts, rollers, chains, screws, and pneumatic tubes – but also supporting structures like frames, supports, and enclosures. Crucially, it also includes specialized tools and machinery used in the fabrication, assembly, and alignment processes.
The connection to modern industry is undeniable. Without reliable material handling, manufacturing processes would grind to a halt. In humanitarian contexts, conveyor construction equipment provides vital support for disaster relief operations, enabling the rapid distribution of essential supplies like food, water, and medical aid.
Furthermore, the versatility of conveyor systems allows them to adapt to a wide range of environments and industries, including mining, agriculture, food processing, and warehousing, demonstrating its fundamental role in logistical infrastructure globally.
Key Factors in Conveyor Construction Equipment
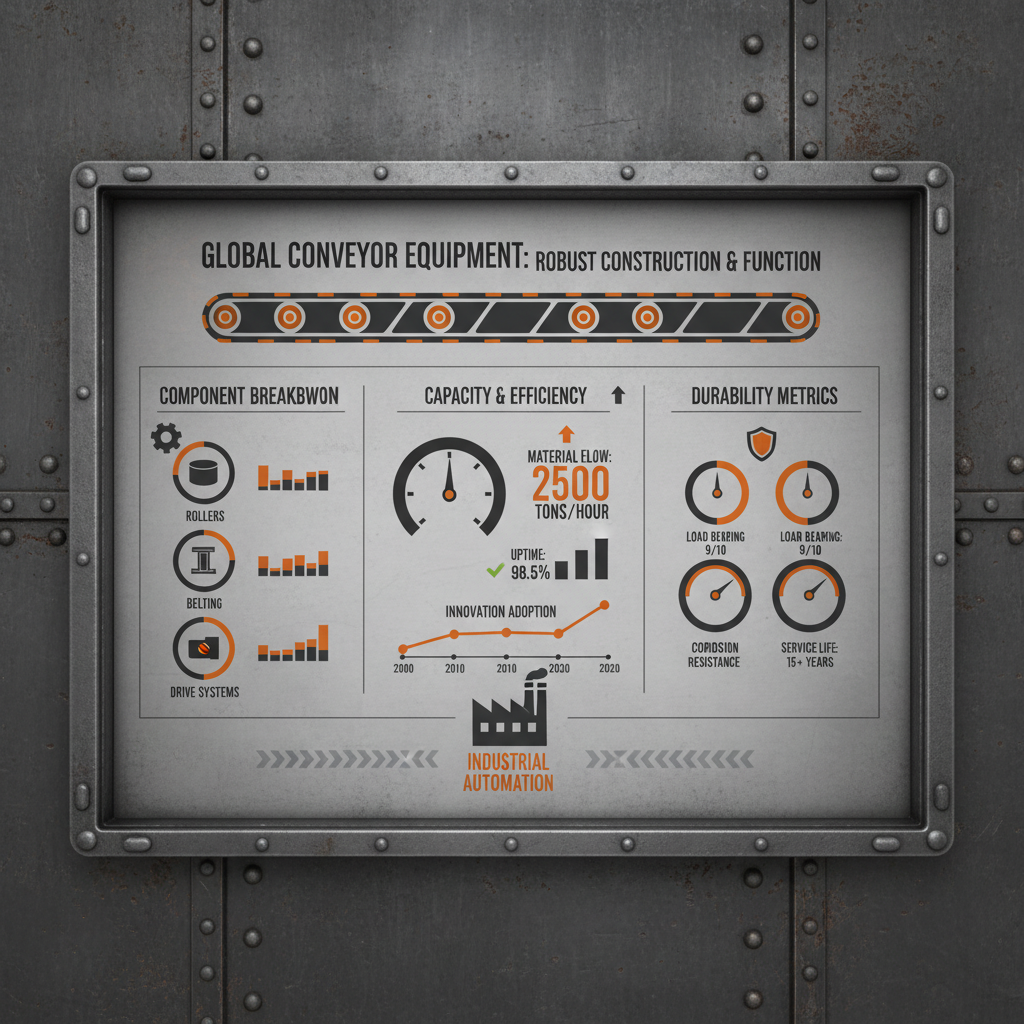
Several key factors dictate the effectiveness and longevity of conveyor construction equipment. Firstly, Durability is paramount, ensuring systems can withstand heavy loads, harsh environments, and continuous operation without premature failure. Secondly, Scalability allows businesses to adapt their material handling capacity as their needs evolve, preventing costly system overhauls.
Another critical element is Cost Efficiency, encompassing not only the initial purchase price but also ongoing maintenance, energy consumption, and potential downtime. Finally, Maintenance Accessibility is crucial, facilitating easy inspection, repairs, and component replacements to minimize disruptions and maximize system uptime. The interplay between these aspects directly impacts the overall return on investment.
These factors are intrinsically linked to practical applications. For example, a mining operation requires highly durable and scalable conveyors capable of handling abrasive materials and fluctuating production volumes. Conversely, a food processing plant prioritizes hygiene and ease of cleaning, demanding conveyor construction equipment built from food-grade materials with readily accessible components.
Durability and Reliability of Conveyor Systems
Durability and reliability are arguably the most critical considerations when selecting conveyor construction equipment. A system built with substandard materials or poor workmanship is prone to frequent breakdowns, leading to costly downtime, production delays, and potentially even safety hazards. The choice of materials – steel alloys, polymers, and composite materials – directly impacts the lifespan and performance of the conveyor.
To ensure reliability, robust design principles and rigorous quality control measures are essential throughout the manufacturing process. This includes stress testing, fatigue analysis, and adherence to industry standards like ISO certifications.
Reliability Ratings of Common Conveyor Construction Equipment Types
Global Applications and Use Cases
The applications of conveyor construction equipment are remarkably diverse. In the mining industry, heavy-duty conveyors transport vast quantities of ore and minerals from excavation sites to processing facilities. In agriculture, they’re utilized for handling grains, fertilizers, and harvested crops. Manufacturing plants rely on conveyors for assembly line automation, moving components and finished products.
In post-disaster relief operations, portable conveyor systems expedite the distribution of vital supplies, offering a rapid and efficient solution for reaching affected communities. Similarly, in remote industrial zones lacking established infrastructure, conveyor construction equipment provides a vital link in the supply chain.
Advantages and Long-Term Value
The advantages of investing in quality conveyor construction equipment extend far beyond immediate operational gains. Cost savings through reduced labor requirements and increased throughput are significant. Furthermore, enhanced safety reduces the risk of workplace accidents and associated liabilities. The long-term value is tied to system longevity, minimized downtime, and adaptability to changing needs.
Beyond the tangible benefits, the implementation of advanced conveyor systems demonstrates a commitment to innovation and efficiency, building trust with stakeholders. A reliable and efficient materials handling system is a key indicator of a well-managed and future-oriented organization.
Future Trends and Innovations
The future of conveyor construction equipment is driven by several key trends. The integration of Artificial Intelligence (AI) and Machine Learning (ML) is enabling predictive maintenance, optimizing conveyor performance, and minimizing downtime. Sustainable materials and energy-efficient designs are gaining prominence, driven by environmental concerns and the pursuit of carbon neutrality.
Automation, including robotic integration and smart conveyor control systems, is accelerating the pace of material handling operations. Digital transformation, leveraging the Internet of Things (IoT) and data analytics, provides real-time insights into system performance, enabling proactive decision-making and continuous improvement.
Furthermore, advancements in modular conveyor designs are allowing for greater flexibility and scalability, facilitating rapid deployment and adaptation to changing operational requirements.
FAQS
When handling abrasive materials, prioritize conveyor construction equipment built with wear-resistant materials like hardened steel alloys or specialized polymers. Consider belt designs with high abrasion resistance, such as those with reinforced plies or rubber compounds specifically formulated for abrasive applications. Regular inspections and timely replacement of wear components are essential for maximizing system lifespan and preventing costly breakdowns.
Preventative maintenance is critical for ensuring the long-term reliability and efficiency of conveyor systems. Regular inspections, lubrication of moving parts, belt tracking adjustments, and cleaning are all essential tasks. A proactive maintenance schedule can identify and address potential issues before they escalate into major failures, minimizing downtime and extending the lifespan of the equipment.
Several factors affect the cost of conveyor construction equipment, including the type of conveyor, its capacity, the materials used in its construction, and the level of automation. Customization, specialized features, and geographic location also play a role. Considering the total cost of ownership—including maintenance, energy consumption, and potential downtime—is crucial when evaluating different options.
Improving energy efficiency starts with selecting energy-efficient components, such as variable frequency drives (VFDs) for motor control. Reducing conveyor speed when full capacity isn’t needed, minimizing belt sag, and optimizing load distribution can also contribute to energy savings. Regularly inspecting and maintaining bearings and pulleys reduces friction, further improving efficiency.
Safety should be a top priority. Implementing proper guarding around moving parts, providing emergency stop mechanisms, and training personnel on safe operating procedures are essential. Compliance with relevant safety standards, such as OSHA regulations, is paramount. Regular safety inspections and audits are crucial for identifying and mitigating potential hazards.
Modularity greatly simplifies installation and significantly enhances scalability. Modular conveyors are pre-engineered sections that can be quickly assembled and configured, reducing installation time and costs. When production needs increase, additional modules can be easily added to expand the system’s capacity without requiring a complete overhaul. This adaptability provides significant long-term benefits.
Conclusion
In conclusion, conveyor construction equipment is a foundational element of modern industry and logistics, driving efficiency, safety, and sustainability across a broad range of applications. Understanding the key factors influencing performance, from durability and scalability to cost-efficiency and future trends, is paramount for making informed investment decisions and maximizing return on investment. The continuous evolution of this field promises even greater advancements in automation, sustainability, and data-driven optimization.
Looking ahead, embracing innovation and prioritizing preventative maintenance will be crucial for organizations seeking to leverage the full potential of conveyor systems. By staying abreast of emerging technologies and best practices, businesses can unlock new levels of productivity, reduce operational costs, and gain a competitive edge. For reliable and high-quality conveyor construction equipment, visit our website today.