Conveyor systems – you see them everywhere, but rarely really see them. I’ve spent fifteen years on construction sites, in quarries, in recycling plants, even food processing facilities, and let me tell you, a well-chosen conveyor isn’t just a piece of equipment, it’s the backbone of efficiency. We’re talking about streamlining operations, reducing labor costs, and dramatically improving safety. Understanding conveyor and its types isn’t just for engineers; it's for anyone involved in moving materials. From the smallest aggregate to massive bulk solids, getting the right conveyor moving the right material, in the right way, can make or break a project.
The sheer scale of conveyor use globally is astonishing. The United Nations reports a constant need for infrastructure development in emerging economies, and that means a lot of material handling. The World Bank consistently highlights logistical bottlenecks as a major impediment to growth, and efficient conveyance is a key component of solving those issues. Even within developed nations, the demand for increased throughput and reduced environmental impact drives constant innovation in conveyor technology. We’re seeing pressure to do more with less – less manpower, less energy, and less waste – and conveyors are central to meeting those goals.
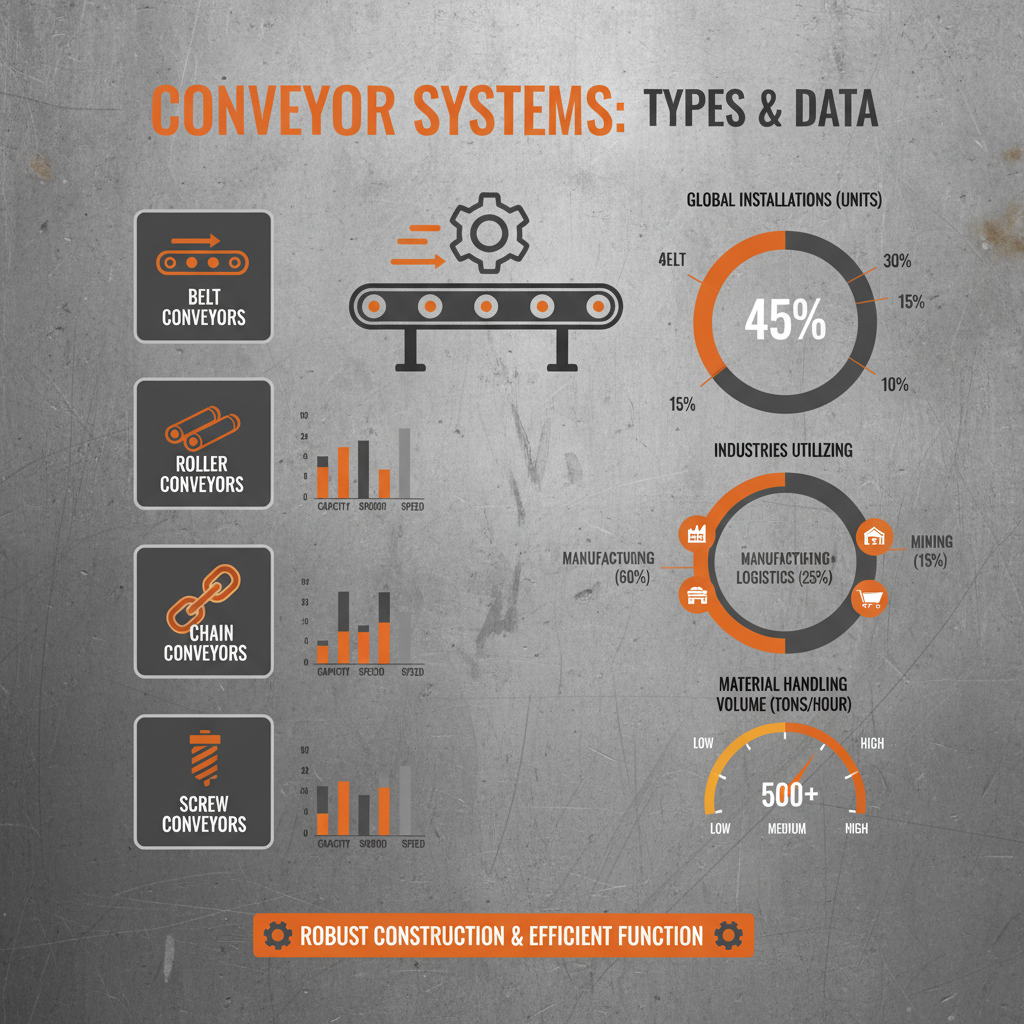
Simply put, a conveyor is a mechanical system designed to transport materials from one location to another. But saying that doesn’t even scratch the surface. Conveyor and its types aren’t one-size-fits-all. You’ve got belt conveyors, roller conveyors, chain conveyors, screw conveyors, pneumatic conveyors… the list goes on. Each type has its strengths and weaknesses, suited to different materials, distances, and throughput requirements. It’s about finding the right tool for the job, and that’s where experience – and a good understanding of the fundamentals – comes in. These systems are crucial, not just in industry, but increasingly in humanitarian contexts too, like quickly distributing aid in disaster relief.

The Importance of Understanding Conveyor Systems
Look, I’ve seen projects delayed for weeks because the wrong conveyor was specified. It's not just about the upfront cost, it’s the ripple effect. Downtime, increased maintenance, safety hazards – they all add up. Understanding the fundamental principles of conveyor and its types empowers you to make informed decisions, optimize your operations, and avoid costly mistakes. It’s about recognizing that a conveyor isn’t just a tool; it’s an investment.
Too often, people think of conveyors as commodities. They'll go for the cheapest option without considering the long-term implications. But quality, durability, and proper design are crucial, especially when dealing with abrasive materials or harsh environments. A robust system will pay for itself many times over through reduced maintenance, increased uptime, and extended lifespan.
Global Context and Applications
From the massive iron ore mines in Australia to the bustling ports of Shanghai, conveyors are the workhorses of global commerce. Think about how your daily life is touched by materials moved on conveyors—the grain in your bread, the coal powering electricity, the components in your phone. The demand for efficient material handling continues to rise, particularly in developing nations undergoing rapid industrialization.
We’re seeing a growing emphasis on sustainable conveyance solutions. Companies are looking for conveyors that minimize energy consumption, reduce noise pollution, and integrate seamlessly with automation systems. This isn’t just about being environmentally responsible; it’s about improving operational efficiency and reducing costs.
Consider the challenge of moving materials in remote locations. In remote industrial zones or challenging terrains, a reliable conveyor system can be the difference between a viable operation and a logistical nightmare. The ability to transport materials efficiently over long distances, even in difficult conditions, is a critical factor in resource extraction and development.
Defining Conveyor and Its Types
At its core, a conveyor is a continuous moving loop of a belt, chain, or other material used to transport items. But there’s far more to it than that. The type of conveyor you choose depends heavily on what you’re moving—its size, weight, shape, and abrasiveness. A delicate food product requires a very different approach than a pile of jagged rocks.
Let’s quickly run through some of the main types. Belt conveyors are the most common, versatile for handling a wide range of materials. Roller conveyors use gravity or powered rollers for moving items, ideal for boxes and pallets. Chain conveyors excel with heavy loads and harsh environments. Screw conveyors are great for powders and granular materials. Pneumatic conveyors use air pressure to move materials through tubes. Understanding these differences is crucial.
The choice isn’t always straightforward. Often, a combination of conveyor types is required to create an efficient material handling system. This is where expertise and experience really come into play – designing a system that flows smoothly and minimizes bottlenecks.
Key Factors in Conveyor Selection
When I’m advising a client on a conveyor system, there are a few key things I always focus on. First, durability. You need a system that can withstand the rigors of your specific environment and material. Second, capacity. Can the conveyor handle the required throughput without becoming a bottleneck? Third, inclination. How steep of an angle can the conveyor handle while still maintaining material control?
Maintenance is huge. A conveyor that’s difficult to maintain will quickly become a headache. Consider the accessibility of components for cleaning and repair. Then there’s cost efficiency, not just the upfront price, but the total cost of ownership, including energy consumption and maintenance. And finally, safety features are paramount—guards, emergency stops, and proper alignment are essential to prevent accidents.
conveyor and its types Performance Metrics
Real-World Applications & Industry Use Cases
I've seen belt conveyors handling massive quantities of coal in power plants, ensuring a continuous fuel supply. Roller conveyors are ubiquitous in warehouses and distribution centers, streamlining the movement of packages. Chain conveyors are critical in cement plants, moving abrasive materials under extreme conditions.
In the food processing industry, hygienic conveyors are essential for maintaining product safety. The mining industry relies heavily on conveyors for transporting ore from the mine to the processing plant. Even in airports, conveyors are used to efficiently handle baggage. The applications are truly endless.
Advantages and Long-Term Value
The benefits of a well-designed conveyor system are substantial. Reduced labor costs are a major one—fewer people needed to move materials. Increased throughput leads to higher productivity. Improved safety minimizes the risk of workplace injuries. And a properly maintained conveyor system can last for decades, providing a solid return on investment.
There's also a significant positive impact on sustainability. By optimizing material handling, conveyors can help reduce energy consumption and minimize waste. From a logistical perspective, a smooth-running conveyor can significantly improve supply chain efficiency and responsiveness.
Future Trends & Innovations in Conveyor Technology
We’re seeing a lot of exciting developments in the world of conveyor and its types. Smart conveyors with integrated sensors and data analytics are becoming increasingly common, allowing for predictive maintenance and optimized performance. Automation is another major trend—self-steering conveyors and robotic integration are streamlining operations and reducing human intervention.
Energy efficiency is also a key focus. New conveyor designs are incorporating regenerative braking systems and variable frequency drives to minimize energy consumption. The use of lightweight, durable materials is also helping to reduce the overall weight and energy requirements of conveyor systems.
The integration of AI and machine learning to optimize conveyor routes, predict failures, and automate maintenance tasks will be transformative. Expect to see more modular and customizable conveyor systems to adapt to changing needs and reduce installation time.
Conveyor System Comparison
| Conveyor Type |
Material Suitability |
Maintenance Complexity |
Initial Investment Cost |
| Belt Conveyor |
Wide range – bulk materials, packages |
Moderate |
Medium |
| Roller Conveyor |
Boxes, pallets, packaged goods |
Low |
Low |
| Chain Conveyor |
Heavy materials, abrasive substances |
High |
High |
| Screw Conveyor |
Powders, granular materials |
Moderate |
Medium |
| Pneumatic Conveyor |
Lightweight materials, powders |
Moderate |
Medium-High |
| Flexible Conveyor |
Irregularly shaped items, light loads |
Low |
Medium |
FAQS
When dealing with abrasive materials, durability is paramount. Choose a conveyor belt or chain constructed from highly wear-resistant materials like high-grade rubber or specialized alloys. Ensure the conveyor frame is robust and well-supported to withstand the constant impact. Consider using wear liners on critical components to extend their lifespan. Regular inspection and replacement of worn parts are also essential to prevent catastrophic failures.
Calculating capacity involves several factors: material bulk density, material flow rate, conveyor speed, and trough angle. You need to determine the volume of material you need to move per unit of time, then convert that to weight based on the material's density. Ensure the conveyor speed is appropriate for the material and the desired throughput. A qualified conveyor engineer can help you perform these calculations accurately.
Safety should always be the top priority. Essential safety features include emergency stop buttons readily accessible along the conveyor’s length, guarding to prevent accidental contact with moving parts, safety switches that automatically shut down the conveyor if a guard is removed, and proper signage to warn personnel of potential hazards. Regular safety training for operators is also crucial.
A typical belt conveyor maintenance schedule includes daily visual inspections for belt wear, damage, and misalignment. Weekly checks for proper tension and tracking. Monthly inspections of rollers, pulleys, and bearings. Annual inspections of the conveyor frame and drive components. Lubrication of bearings and moving parts should be performed regularly. Keep detailed maintenance logs for tracking and analysis.
Several strategies can improve energy efficiency. Use variable frequency drives (VFDs) to control conveyor speed based on demand. Optimize conveyor angle and length to minimize the power required. Ensure proper belt alignment to reduce friction. Regularly clean and lubricate moving parts. Consider using energy-efficient motors and belts. Implement a shutdown schedule for conveyors when not in use.
Modular conveyor systems offer significant flexibility and scalability. You can easily reconfigure or expand the system to adapt to changing production needs. They are often quicker to install and require less custom fabrication. Modular designs also simplify maintenance and repair, as individual modules can be easily replaced. They are ideal for dynamic environments with frequent product changes.
Conclusion
Understanding conveyor and its types is crucial for anyone involved in material handling. From selecting the right conveyor for a specific application to implementing a comprehensive maintenance schedule, a thoughtful approach can lead to significant improvements in efficiency, safety, and cost savings. These systems are the silent engines of modern industry, and their importance will only continue to grow.
Looking ahead, the future of conveyor technology is bright. With advancements in automation, AI, and sustainable materials, we can expect to see even more innovative and efficient conveyor solutions emerge. If you're looking to optimize your material handling processes, don't hesitate to seek expert advice and explore the latest advancements in conveyor technology. Visit our website to learn more about our range of conveyor systems and solutions.