Understanding Composite Conveyor Rollers: A Comprehensive Guide
In the world of material handling, efficiency and reliability are paramount. Composite conveyor rollers play a crucial role in ensuring smooth and dependable operation across various industries. This article will delve into the features, benefits, applications, and selection criteria for composite conveyor rollers, offering valuable insights for engineers, procurement specialists, and anyone involved in conveyor system design and maintenance. Choosing the right roller type can significantly impact system performance, lifespan, and overall cost-effectiveness.
What are Composite Conveyor Rollers?
Composite conveyor rollers are engineered using a combination of materials, typically a durable polymer core with a surface layer designed for specific applications. Unlike traditional steel rollers, composite rollers offer a compelling blend of properties – they are lightweight, corrosion-resistant, and can be customized to provide enhanced grip, reduced noise, and improved handling of fragile materials. The core material is often a high-density polyethylene (HDPE) or polypropylene, offering excellent strength and impact resistance. The outer layer can be tailored using various polymers, coatings, or rubber compounds to meet specific needs like preventing damage to packaged goods or maximizing traction. JT Conveyor specializes in providing customized composite roller solutions.
Key Benefits of Using Composite Conveyor Rollers
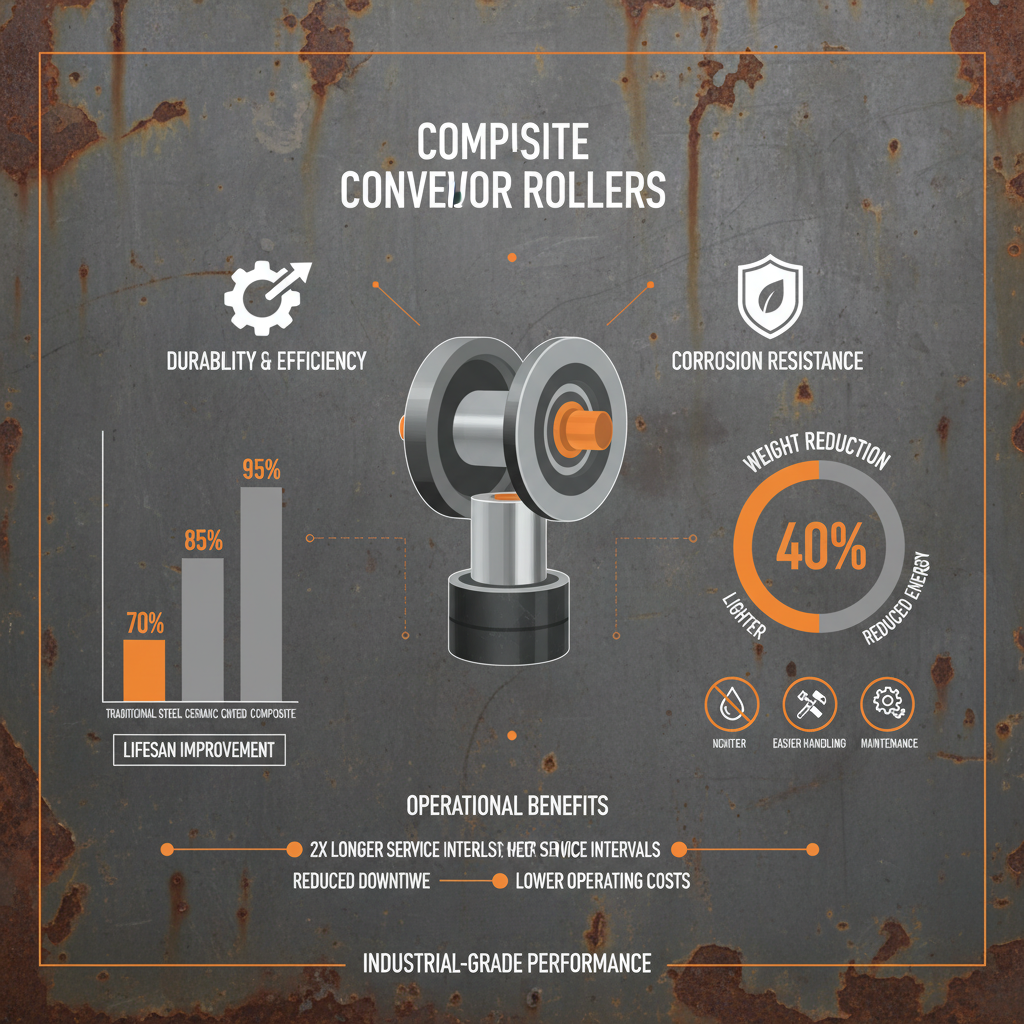
Choosing composite conveyor rollers over traditional materials offers a multitude of benefits. Foremost is their reduced weight, making installation and maintenance easier and reducing stress on conveyor structures. The inherent corrosion resistance eliminates the need for painting or protective coatings, lowering long-term maintenance costs. Furthermore, composite rollers minimize noise levels, creating a more comfortable working environment. Their ability to be customized with various surface materials allows for precise control over friction and grip, ideal for handling sensitive or unevenly shaped products. This translates to reduced product damage, improved efficiency, and increased throughput.
Key Highlights: Reduced weight, corrosion resistance, minimized noise, customizable friction, and reduced product damage.
Composite Conveyor Rollers vs. Steel Rollers: A Detailed Comparison
Understanding the differences between composite and steel rollers is crucial for making informed decisions. While steel rollers are traditionally known for their strength and load-bearing capacity, they suffer from drawbacks like weight, corrosion, and noise. Composite rollers offer a viable and often superior alternative, particularly in applications where these factors are critical. Here's a comparative overview:
| Feature |
Composite Rollers |
Steel Rollers |
| Weight |
Lightweight |
Heavy |
| Corrosion Resistance |
Excellent |
Poor (requires coating) |
| Noise Level |
Low |
High |
| Cost |
Moderate |
Generally Lower (initial cost) |
Applications of Composite Conveyor Rollers
The versatility of composite conveyor rollers makes them suitable for a wide range of industries and applications. These include: food processing, where hygiene and avoidance of product contamination are critical; packaging, where gentle handling of fragile goods is essential; logistics and distribution centers, where efficiency and noise reduction are prioritized; and manufacturing facilities, where corrosion resistance and durability are key requirements. JT Conveyor provides solutions for these and many other applications.
Selecting the Right Composite Conveyor Roller
Choosing the appropriate composite roller requires careful consideration of several factors. Load capacity is paramount, ensuring the roller can handle the weight of the conveyed materials. The type of material being conveyed dictates the required surface friction – smooth surfaces for easy gliding, or textured surfaces for increased grip. Operating environment factors, such as temperature, humidity, and exposure to chemicals, must also be considered. Finally, consider the roller's diameter and length based on conveyor system design and material flow characteristics. Contact JT Conveyor for expert assistance in selecting the optimal rollers for your specific needs.
Conclusion: Investing in Efficiency with Composite Conveyor Rollers
Investing in composite conveyor rollers is a strategic move towards enhancing operational efficiency, reducing maintenance costs, and improving overall system reliability. Their lightweight construction, corrosion resistance, and customizable properties make them a superior choice in numerous applications. Partnering with a reputable supplier like JT Conveyor ensures you receive high-quality rollers tailored to your specific requirements, maximizing your investment and ensuring a smooth and productive material handling process.
Frequently Asked Questions (FAQs)
What is the typical lifespan of a composite conveyor roller?
The lifespan of a composite conveyor roller varies depending on usage, load, and operating conditions. Generally, with proper maintenance, they can last for 5-10 years, often exceeding the lifespan of steel rollers in corrosive environments. Regular inspections for wear and tear, and timely replacement when necessary, are crucial. Factors like exposure to extreme temperatures or abrasive materials can impact lifespan. JT Conveyor offers guidance on preventative maintenance to maximize roller longevity.
Are composite rollers suitable for high-temperature applications?
While many composite materials offer good thermal stability, the suitability for high-temperature applications depends on the specific polymer used. Standard HDPE rollers typically have a maximum operating temperature of around 80°C (176°F). However, specialized composite rollers made with high-temperature resistant polymers, such as PEEK or PPS, can withstand temperatures exceeding 200°C (392°F). It's crucial to specify the operating temperature requirements when selecting composite rollers to ensure compatibility.
Can composite rollers be used in food processing environments?
Yes, composite rollers are frequently used in food processing environments. However, it's essential to choose rollers made from FDA-compliant materials that are non-toxic and easy to clean. Composite rollers are advantageous as they don't rust or flake, eliminating the risk of metal contamination. They can also be sanitized effectively to maintain hygiene standards. JT Conveyor offers a range of food-grade composite rollers specifically designed for these applications.







 Primary Belt Cleaner")







