Material conveying equipment, encompassing a wide range of technologies from simple conveyors to complex automated systems, is fundamental to modern industrial processes and logistical networks. Its importance stems from its ability to efficiently and reliably move materials—raw materials, work-in-progress, and finished goods—across distances and through various stages of production. Without effective material conveying equipment, industries would face significant bottlenecks, increased costs, and reduced productivity. This is a crucial component for the efficient functioning of global supply chains.
The global relevance of material conveying equipment is undeniable. As economies grow and industrialization expands, the demand for efficient material handling solutions increases proportionally. According to a recent report by the World Bank, efficient logistics and supply chain infrastructure – heavily reliant on robust material conveying systems – are key drivers of economic competitiveness. Furthermore, the United Nations Sustainable Development Goals (SDGs) emphasize the need for sustainable infrastructure and efficient resource management, where optimized material conveying plays a vital role.
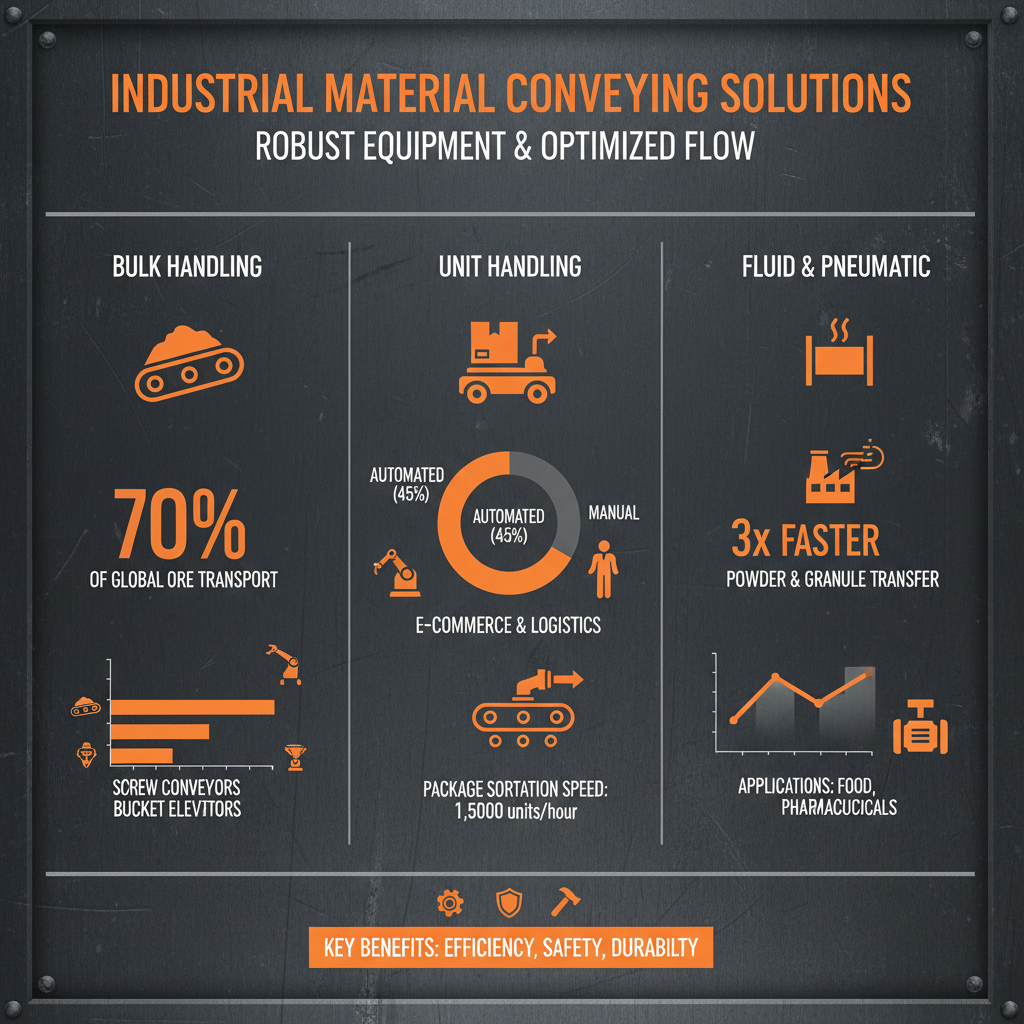
Essentially, material conveying equipment is any mechanism used to transport bulk materials or discrete items. This includes belt conveyors, screw conveyors, roller conveyors, pneumatic conveying systems, bucket elevators, and chain conveyors, among others. These systems aren't confined to factories; they are critical in agriculture, mining, food processing, waste management, and even humanitarian aid delivery. The need for effective material conveying equipment arises from the limitations of manual handling—it's slower, more labor-intensive, less safe, and prone to error.
Introduction: Global or Industry Context
The demand for efficient material conveying equipment is intricately linked to global economic trends. The increasing complexity of supply chains, driven by globalization, necessitates sophisticated material handling solutions. Growth in e-commerce, for instance, requires automated conveying systems within distribution centers to process orders quickly and accurately. Developing nations experiencing rapid industrialization also contribute significantly to this demand.
Furthermore, industries such as agriculture, mining, and construction rely heavily on durable and reliable material conveying equipment to transport raw materials and finished products. The sheer scale of these operations demands conveying systems capable of handling large volumes efficiently. This is particularly true in regions with challenging terrains or limited infrastructure.
A key challenge facing the material conveying equipment industry is the need for sustainable and energy-efficient solutions. Traditional conveying systems can be energy-intensive and generate significant waste. Therefore, innovation in this field is focused on developing systems that minimize environmental impact while maximizing performance. This includes exploring alternative materials, optimizing energy consumption, and implementing smart control systems.
Definition & Meaning
Material conveying equipment is broadly defined as machinery used to move materials from one location to another in a controlled and continuous manner. These systems can be categorized based on their method of operation: belt conveyors, roller conveyors, screw conveyors, chain conveyors, pneumatic conveying systems, bucket elevators, and overhead monorails, each suited to different material types and application requirements. The primary goal is to automate the movement of materials, reducing manual labor, improving efficiency, and enhancing safety.
The connection to modern industry is readily apparent. Manufacturing facilities utilize conveyors to assemble products, move components between workstations, and transport finished goods to storage or shipping areas. In logistics, conveyors are central to sorting packages, loading trucks, and managing inventory in warehouses. Beyond industry, this equipment plays a crucial role in humanitarian efforts.
In post-disaster relief operations, for example, conveying equipment can be used to quickly distribute food, water, and medical supplies to affected communities. Similarly, in remote mining operations, conveyors are essential for transporting ore from the mine site to processing facilities. The versatility and adaptability of material conveying equipment make it an indispensable component of both economic development and humanitarian aid.
Key Factors or Core Components
Durability: Material conveying equipment often operates in harsh environments and handles abrasive materials. Consequently, durability is paramount. Systems must be constructed from high-quality materials—typically steel, stainless steel, or specialized polymers—and designed to withstand continuous use, heavy loads, and potential impacts. Regular maintenance and inspection are also essential to extend the lifespan of the equipment.
Scalability: The ability to scale a conveying system to meet changing production demands is crucial. Modular designs allow for easy expansion or reconfiguration, accommodating increased throughput or new product lines. Scalability ensures that the initial investment remains viable as the business grows.
Cost Efficiency: While initial investment costs can be significant, long-term cost efficiency is a key consideration. Factors such as energy consumption, maintenance requirements, and labor savings all contribute to the overall cost of ownership. Optimizing these factors can result in substantial savings over the lifespan of the equipment.
Reliability: Downtime due to equipment failure can be extremely costly. Therefore, reliability is a critical factor. Robust design, high-quality components, and preventative maintenance programs contribute to minimizing downtime and maximizing productivity. Remote monitoring and diagnostics can also help identify potential issues before they escalate.
Safety: Material conveying equipment poses potential safety hazards. Guarding, emergency stop mechanisms, and adherence to safety standards are essential to protect operators and prevent accidents. Proper training and clear operating procedures are also vital. Energy Efficiency: Modern material conveying systems are increasingly focused on energy efficiency. Utilizing variable frequency drives (VFDs), regenerative braking, and optimized conveyor designs can significantly reduce energy consumption and lower operating costs.
Global Applications & Use Cases
Material conveying equipment finds widespread applications across diverse industries worldwide. In the mining sector, heavy-duty conveyors transport vast quantities of ore and coal from mines to processing plants, particularly in regions like Australia, Chile, and Indonesia. In agriculture, conveyors are used to move grains, fertilizers, and other bulk materials, vital in countries like the United States, Brazil, and Ukraine.
The food processing industry relies heavily on sanitary conveying systems to transport ingredients and finished products, adhering to strict hygiene standards. This is particularly critical in large-scale food production facilities in Europe and North America. Furthermore, e-commerce fulfillment centers across the globe utilize complex automated conveying systems to sort, route, and ship millions of packages daily.
In post-disaster relief operations, portable conveying systems are deployed to quickly distribute essential supplies to affected areas, such as in earthquake-stricken regions or areas impacted by hurricanes. In remote industrial zones, such as those found in parts of Africa and Asia, conveying equipment enables the efficient transportation of materials despite limited infrastructure.
Material Conveying Equipment Performance by Method
Advantages & Long-Term Value
The advantages of implementing effective material conveying equipment extend far beyond simply moving materials. Significant cost savings are realized through reduced labor requirements, minimized material waste, and increased production efficiency. Automated systems operate continuously, eliminating the need for manual handling and associated costs. Sustainability is also a key benefit. Optimizing conveying processes reduces energy consumption and minimizes environmental impact.
From a social impact perspective, material conveying equipment enhances workplace safety by reducing the risk of manual handling injuries. This creates a more comfortable and productive work environment. The reliability of these systems fosters trust between manufacturers, suppliers, and customers, ensuring consistent product delivery. Innovation in material conveying equipment also drives progress in related fields, such as automation and robotics.
Future Trends & Innovations
The future of material conveying equipment is being shaped by several key trends. Automation, driven by advancements in robotics and artificial intelligence, is leading to the development of increasingly sophisticated and self-optimizing conveying systems. Digital transformation, through the implementation of Industrial Internet of Things (IIoT) sensors and data analytics, enables predictive maintenance, real-time monitoring, and optimized performance.
Sustainability is another major driver of innovation. The development of energy-efficient conveyors, utilizing renewable energy sources and lightweight materials, is gaining momentum. Furthermore, modular and adaptable conveying systems allow for greater flexibility and reduced waste. Expect to see more integration of these systems with warehouse management systems (WMS) and enterprise resource planning (ERP) systems for seamless data exchange and optimized logistics.
Challenges & Solutions
Despite the advancements in material conveying equipment, several challenges remain. Integrating older systems with newer technologies can be complex and costly. Ensuring compatibility and seamless data exchange requires careful planning and implementation. Maintaining equipment in harsh environments, such as those found in mining or construction, poses ongoing challenges.
Addressing these challenges requires a proactive approach. Retrofitting older systems with modern sensors and control systems can improve performance and extend their lifespan. Utilizing robust and corrosion-resistant materials can enhance durability in harsh environments. Remote monitoring and diagnostics enable early detection of potential issues, minimizing downtime and maintenance costs.
Finally, investing in employee training and development is crucial to ensure that operators are equipped to maintain and operate these sophisticated systems effectively. Collaboration between equipment manufacturers, system integrators, and end-users is also essential to develop innovative solutions tailored to specific needs.
Summary of Key Challenges and Solutions in Material Conveying Equipment
| Challenge |
Impact on Operations |
Potential Solution |
Implementation Cost (1-10) |
| System Integration Complexity |
Reduced efficiency, data silos |
Standardized APIs, middleware solutions |
6 |
| Harsh Operating Environments |
Increased maintenance, reduced lifespan |
Corrosion-resistant materials, protective coatings |
7 |
| Predictive Maintenance |
Unexpected downtime, high repair costs |
IIoT sensors, data analytics platforms |
5 |
| Energy Consumption |
High operating costs, environmental impact |
Variable Frequency Drives (VFDs), optimized designs |
4 |
| Operator Skill Gap |
Inefficient operation, increased errors |
Comprehensive training programs, digital tutorials |
3 |
| Scalability limitations |
Inability to adapt to changing demands |
Modular designs, flexible system architecture |
5 |
FAQS
Choosing the right supplier for material conveying equipment is crucial. Consider their experience, reputation, and range of product offerings. Look for a supplier who provides comprehensive services, including system design, installation, maintenance, and technical support. Check references and ensure they have a proven track record of successful projects. Also, assess their commitment to safety and compliance with industry standards. A supplier that understands your specific needs and can offer customized solutions is ideal.
Minimizing downtime requires a proactive maintenance strategy. Implement a regular inspection and preventative maintenance schedule to identify and address potential issues before they escalate. Utilize condition monitoring technologies, such as vibration analysis and thermal imaging, to detect early signs of equipment failure. Keep spare parts readily available and train your personnel on basic troubleshooting procedures. Consider remote monitoring systems to provide real-time insights into system performance and facilitate faster response times.
Safety is paramount when operating material conveying equipment. Essential safety features include emergency stop mechanisms, guarding to prevent access to moving parts, overload protection, and proper grounding. Ensure the equipment meets relevant safety standards and regulations. Provide comprehensive training to operators on safe operating procedures and hazard awareness. Regular inspections and maintenance are also crucial to ensure that safety features are functioning correctly.
Modular conveying systems offer several advantages. They are easily adaptable to changing production needs, allowing for quick reconfiguration or expansion. They are often more cost-effective than custom-designed systems, as components can be reused and repurposed. Installation and maintenance are simplified due to the standardized design. They also provide greater flexibility in terms of layout and integration with other equipment.
Improving energy efficiency involves several strategies. Utilize variable frequency drives (VFDs) to optimize motor speed and reduce energy consumption during partial load conditions. Implement regenerative braking systems to capture and reuse energy. Optimize conveyor designs to minimize friction and resistance. Use lightweight materials and efficient motors. Regularly inspect and maintain belts and rollers to ensure proper alignment and reduce energy loss.
Data analytics provides valuable insights into conveying system performance. By collecting and analyzing data from sensors and other sources, you can identify bottlenecks, predict failures, and optimize energy consumption. Real-time monitoring allows for proactive maintenance and faster response times to issues. Data analytics can also be used to improve throughput, reduce waste, and enhance overall system efficiency.
Conclusion
In conclusion, material conveying equipment is an essential component of modern industrial infrastructure and logistical networks, offering significant advantages in terms of efficiency, cost savings, safety, and sustainability. From mining and agriculture to food processing and e-commerce, these systems play a crucial role in moving materials efficiently across diverse industries globally. Understanding the key factors influencing performance, embracing future trends like automation and digitization, and proactively addressing challenges are vital for maximizing the long-term value of these investments.
Looking ahead, continued innovation in material conveying equipment will be driven by the need for greater sustainability, increased automation, and enhanced data analytics. Investing in these technologies will not only improve operational efficiency but also contribute to a more resilient and environmentally responsible supply chain. We encourage you to explore how optimized material conveying solutions can benefit your operations. Visit our website at www.jtconveyor.com to learn more.